官方微信:日成最新資訊
官方微信:日成最新資訊 移動官網
移動官網 官方商城
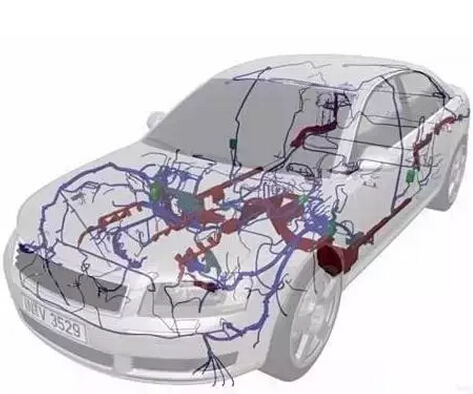
官方商城汽車線束編排線束的生產工藝
在汽車線束二維產品圖紙出來以后,要編排線束的生產工藝,工藝是服務于生產的兩者密不可分,因此汽車線束的生產和工藝二者結合起來一起分析。
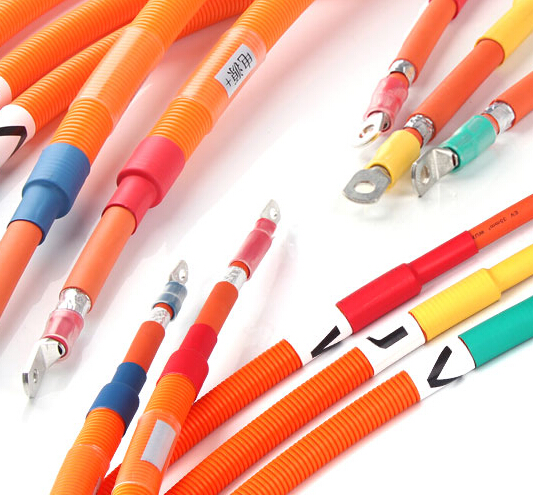
開線之后的第二個工位就是壓接工藝,根據圖紙要求的端子類型確定壓接參數,制作壓接操作說明書,對于燈頭插座有特殊要求的需要在工藝文件上注明并培訓操作工。比如:有的導線需要先穿過護套后才可壓接,汽車音響線束需要先預裝導線然后從預裝工位返回再壓接;還有刺破式壓接用到專用的壓接工具,這種壓接方式具有良好的電接觸性能。
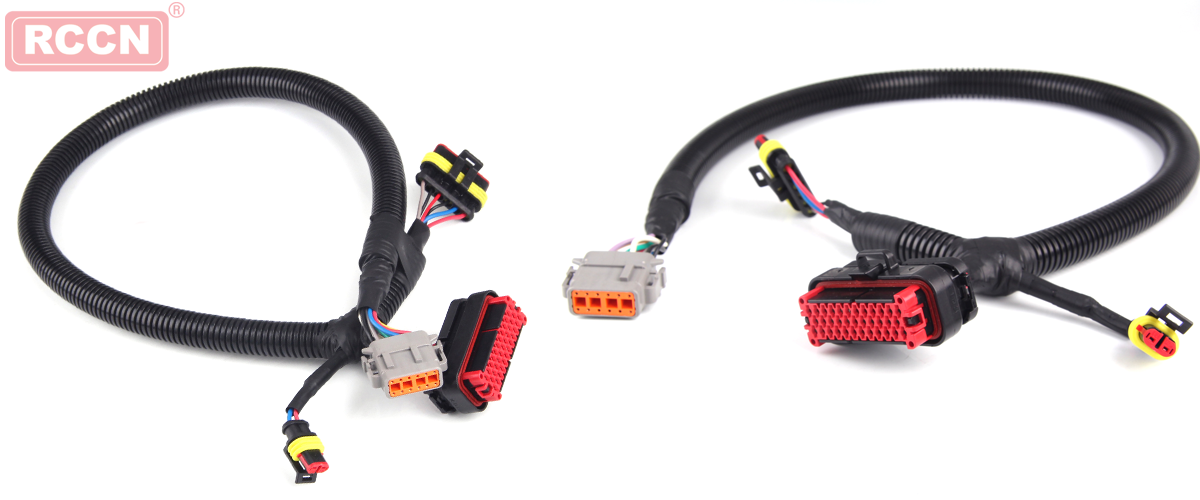
接著就是預裝工藝了,首先要編制預裝工藝操作說明書,為了提高總裝效率,復雜的線束都要設置預裝工位,預裝工藝的合理與否直接影響到總裝配的效率也反映出一個工藝人員的技術水平高低。如果預裝部分裝配的偏少或者裝配的導線路徑不合理會加大總裝配人員的工作量,放慢流水線的速度所以工藝人員要經常呆在現場不斷總結。
最后一步就是,總裝工藝。能夠編根據連接器插頭產品開發部門設計的裝配臺板,設計工裝設備、物料盒規格尺寸并將所有裝配護套和附件的編號貼于物料盒上以提高裝配效率。編制各個工位裝配內容和要求,平衡整個總裝工位防止出現一點工作量過大,拉下整個流水線速度的情況。要做到工位平衡,工藝人員必須對每個操作了熟于心并現場測算工時,隨時調整裝配工藝。